节约能源是我国能源战略的重要目标。在轧钢生产中,加热炉是主要的耗能设备之一。合理选用加热炉,提高燃料利用率,对于降低能源消耗,减少钢坯氧化烧损,提高加热质量,从而充分创造整个轧线生产过程的经济效益,具有非常重要的意义。基于2000年建成投产的第一条线材生产线加热炉的状况,并且对国内外大中型线材生产线加热炉在节能降耗、环境保护等方面进行调研对比,在新建的第二条高速线材生产线中采用了双蓄热式步进梁加热炉。
步进梁加热炉的作用是将大于500℃的热装或常温下冷装的连铸坯加热到轧制所需要的温度,以提高金属的塑性,减少轧制变形抗力和机械电气负荷,节约能源和能耗。
蓄热式加热炉的工作原理
1 蓄热式加热炉的理论基础
蓄热式燃烧技术,19世纪中期就开始用于高炉热风炉、平炉、焦炉、玻璃熔炉等规模大且温度高的炉子。其原理是采用蓄热室余热回收装置,交替切换烟气和空气,使之流经蓄热体,达到在最大程度上回收高温烟气的显热,提高助燃空气温度的效果。但传统的蓄热室采用格子砖作蓄热体,传热效率低,蓄热室体积庞大,换向周期长,限制了它在其他工业炉上的应用。新型蓄热室,采用陶瓷小球或蜂窝体作蓄热体,其比表面积高达200~1000m2/m3,比老式的格子砖大几十倍至几百倍,因此极大地提高了传热系数,使蓄热室的体积可以大为缩小。另外,由于换向装置和控制技术的提高,使换向时间大为缩短,传统蓄热室的换向时间一般为20~30min,而新型蓄热室的换向时间仅为0.5~3min。新型蓄热室传热效率高和换向时间短,带来的效果是排烟温度低(200℃以下),被预热介质的预热温度高(只比炉温低100~150℃)。因此,废气余热得到接近极限的回收,蓄热室的温度效率可达到85%以上,热回收率达80%以上。
2 蓄热式加热炉的工作原理
宣钢二高线步进梁蓄热式加热炉是将助燃空气和高炉煤气经换向系统后经各自的管道送至炉子左侧各自的蓄热式燃烧器,自下而上流经其中的蓄热体,分别被预热到950℃以上,然后通过各自的喷口喷入炉膛,燃烧后产生高温火焰加热炉内钢坯,火焰温度较同种煤气做燃料的常规加热炉高400~500℃,90%以上的热量被蓄热体回收,最后以150℃以下的温度排放到大气中,比常规加热炉节能30%~50%。同时,高温烟气进入右侧通道,在蓄热室进行热交换,将大部分余热留给蓄热体后,烟温降到150℃左右进入换向机构,然后经排烟机排入大气。几分钟后控制系统发出指令,换向机构动作,空气、高炉煤气、烟气同时换向将系统变为下一个状态,此时空气和高炉煤气从右侧喷口喷出并混合燃烧,左侧喷口作为烟道,在排烟机的作用下,高温烟气通过蓄热体后排出,一个换向周期完成。
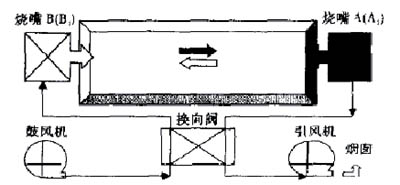
图1 蓄热式加热炉燃烧系统工作原理简图
加热炉简介及其性能特点
1 加热炉基本结构
宣钢二高线厂加热炉为悬臂辊侧进料、侧出料的步进式加热炉。加热炉从进料端到出料端分为I加热段、II加热段、均热段,采用蓄热式燃烧技术, 蓄热式烧嘴在I加热段、II加热段、均热段进行上下供热,燃烧高炉煤气,热值为 750X4.18KJ/Nm3。炉子的主要尺寸见表1:
表1:加热炉的主要尺寸
项 目 尺 寸(mm)
有效长度 22388
炉子内宽 12600
上加热炉膛高度 1400
下炉膛高度 2200
砌底总长 23888
砌底总宽 13800
有效炉底面积(m2) 282
固定梁顶面标高 57.5
炉子钢结构由普碳钢板和型钢焊接件组成,分为四个主要部分:炉底钢结构、炉子两侧钢结构、装、出料端钢结构、炉顶钢结构。加热炉砌体采用浇注料整体浇注,炉顶采用平顶吊挂结构,锚固砖用锚固钩吊挂在炉顶钢结构上。炉区设有平台,平台之间安置梯子和栏杆。加热炉除装料炉门和出料炉门外,设4个检修炉门,端墙带有耐热透视玻璃的自闭式窥孔。炉门采用无水冷却。加热炉设置6根固定梁和4根步进梁,采用单排布料。在加热段和均热段间采用水梁交错技术,保证钢坯温度均匀性。
炉子的机械设备主要包括:装料炉门、炉内装料辊道、推钢机、步进机械、炉内出料辊道、出料炉门。
宣钢二高线步进梁式加热炉设置汽化冷却系统一套,采用强制循环方式。进出料悬臂辊道和工业电视采用循环水冷却。
钢坯进入加热炉前在炉外上料辊道上通过测长后由炉外上料辊道送入炉内,通过悬臂辊道减速定位,然后由炉后液压推钢机推到固定梁上。通过步进梁上升——前进——下降——后退的周期运动,炉内钢坯被输送到加热炉出料端并放置在出料悬臂辊道上,然后由悬臂辊道输出炉外。
2 供热制度和燃烧系统
宣钢二高线加热炉采用蓄热燃烧技术,蓄热体为蜂窝体。通过炉墙侧部的空气蓄热烧嘴和煤气蓄热烧嘴进行供热,将空气和煤气分别预热到950℃以上再喷入炉膛。加热炉分为三个供热段,分别为I加热段、II加热段、均热段, 沿炉长方向上设置多个供热点,两侧上下蓄热烧嘴供热,供热烧嘴共64只,采用三段炉温制度(各段空气蓄热烧嘴和煤气蓄热烧嘴的分布见表2),其中,I加热段炉温为850~1050℃;II加热段炉温为1050~1150℃;均热段炉温为1150~1250℃,各段上下供热比约为45%/55%。各供热段的流量和空燃比通过自动控制系统调节,上下供热量的调节通过烧嘴的能力和烧嘴前手动蝶阀实现。
表2:各段空气蓄热器烧嘴和煤气蓄热器烧嘴的分布及燃料配比
|
序号
|
供热段
|
空气蓄热器 烧嘴个数(个)
|
煤气蓄热器 烧嘴个数(个)
|
燃 料 配 比
%
|
|
1
|
I加热段上
|
4
|
4
|
11
|
25
|
|
2
|
I加热段下
|
4
|
4
|
14
|
|
3
|
II加热段上
|
6
|
6
|
17
|
37.5
|
|
4
|
II加热段下
|
6
|
6
|
20.5
|
|
5
|
均热段上
|
6
|
6
|
17
|
37.5
|
|
6
|
均热段下
|
6
|
6
|
20.5
|
|
合计
|
32
|
32
|
100
|
100
|
蓄热式燃烧系统由空(煤)气蓄热室、换向系统及控制单元组成,采用分侧分散换向系统对空气和煤气蓄热烧嘴进行换向。分侧分散换热系统采用二位三通换向阀对空气与烟气进行换向,每侧同一段内的上下几个煤气烧嘴共用一个二位三通换向阀对煤气和烟气进行换向。这种换向方式可以将换向阀到各烧嘴之间的管道体积减少到最小,这样,换向过程中的熄火时间可以缩短2秒以下,换向过程中的煤气损耗也可以减少到最小。另外,采用分段分侧二位三通换向,炉子两侧的换向阀和管道对称,消除了炉子两侧热状态不均的问题。二位三通换向阀采用双作用形式,并遵守先关供气,后开排烟的操作策略,双作用换向阀在换向过程中可以当作切断阀使用,避免了煤气或空气与烟气相遇的可能。
分侧分散换向系统的优点:
-解决了集中换向方式存在的问题,缩小了换向阀到烧嘴之间的管道长度和体积;
-节约了煤气消耗;
-解决了全分散换向方式管路过多、设备过多、故障点过多和检修空间太小的问题
-系统简洁可靠,设备故障点少,管道美观大方,检修空间宽敞。
换向系统采用PLC控制。主要功能有:
-当换向系统处自动运行状态时,换向阀以一定的时间间隔完成换向动作。
-当排烟温度过高时,系统将强制换向阀换向,直至排烟温度下降到设定的温度范围内。系统处于手动状态时,可在触摸屏上进行手动换向。
-超温报警
-动作异常报警:当换向阀阀位异常或长时间动作不到位时,触摸屏上会出现报警指示灯闪烁并指示故障点所在位置,蜂鸣器报警,系统作出相应的应急或人工干预。
3 炉区控制系统
全炉采用的自动控制系统包括各设备的控制设定及所有设备的顺序联锁控制。控制方式为手动,半自动和自动控制。自动控制具体包括:1)各段炉区的自动控制,以合理的空燃比进行调节,对各段空气和煤气流量进行计量和检测;2)对各种危险情况进行报警;3)汽化冷却系统自动化控制;4)微机监控软件显示系统流程图、趋势图控制,并能生成报表。
4 加热炉主要技术性能参数
炉型: 蓄热式步进梁加热炉
钢种: 普碳钢、优质碳素结构钢、焊条钢、焊丝钢、低合金钢、弹簧钢、冷墩钢等
坯料尺寸(mm): 150×150×12000
短尺长度 不短于9000 mm
单根坯料重量级 2052kg
燃料种类 高炉煤气
入炉温度: 冷装:室温
热装:>600℃,热装率60~80%
出炉温度: 950~1150℃
炉子加热能力: 150 t/h
空气预热温度: ≥950℃
煤气预热温度: ≥950℃
装料方式: 采用炉内悬臂辊道加对齐推钢机侧装料
出料方式: 采用炉内悬臂辊道侧出料(轧制线标高为+5.80米)
炉内布料方式: 单排布料
蓄热烧嘴式加热炉的优点及存在问题
宣钢二高线加热炉投产以后,加热能力较一线将有大幅度提高,年产量可达45万吨以上。
与普通加热炉相比较,由于该加热炉的废气排放温度仅为150℃左右,几乎达到了能源利用的极限值,因此节能效果好,较常规的加热炉节能;另外,由于燃烧完全,热耗降低减少CO2排放,这将极大地改变环境。同时,高效蓄热燃烧,烟气的排放温度低于150℃,不仅减少排烟的热效应而且其排放烟尘的黑度是肉眼所看不见的,噪声减小,环境清洁,这对保护环境是一大贡献。由于高温煤气和空气混合燃烧产生了较高的理论燃烧温度,这种低热值的高炉煤气可以迅速、稳定、充分的燃烧,高温烟气均匀充满整个炉膛,钢坯加热温度十分均匀,为轧制高质量的钢材创造了条件。
与其它蓄热式加热炉比较,蓄热式烧嘴加热炉不象其它蓄热式加热炉有专设的蓄热室,它的烧嘴就是一个小小的蓄热室,能直接安装在炉子的侧墙上,减少炉墙占用空间;蓄热式烧嘴是由煤气蓄热式燃烧器与空气蓄热式燃烧器组成,它们在炉外分开布置,使煤气与空气通道分离,避免了煤气与空气互串的危险;蓄热式烧嘴的燃烧器中采用陶瓷小球作为蓄热体,具有表面积大、耐高温、耐急冷、导热性强、更换容易的特点;每个燃烧器前的煤气和空气连接管上都安有手动调节阀,从而使得各个燃烧器,特别是上部与下部燃烧器的能力能够按需要进行调节,简便易行。
通过对已采用蓄热式加热炉的生产企业进行调研,发现蓄热式加热炉也存在一些问题。加热炉必须换向方可工作,因此换向系统工作正常与否十分关键,操作时必须严格遵守操作规程;因其燃料为高炉煤气,使用时安全问题尤为重要,炉区CO浓度超过100PPm时,CO检测仪报警,操作工必须及时对炉区进行巡检和对漏点进行处理;因蓄热式加热炉升温速度快,一旦出现大的生产事故,停轧时间较长时,降温时间不及时易出现粘钢事故。针对以上问题,宣钢二高线采取妥善准备措施,避免事故出现。
结语
采用了先进的生产工艺,选用全连续小型轧机,轧制保证速度高达90m/s,大大缩短了轧制周期,使轧件温降减小,节约了工序能耗。本厂采用的双蓄热式步进梁加热炉,并采用PLC控制,通过合理的热工制度,使燃料合理燃烧,给企业创造可观的经济效益。在总烟道上布置有金属空气预热器,降低尾气温度,减少废气带走的热量损失,大大提高生产的社会效益。
